

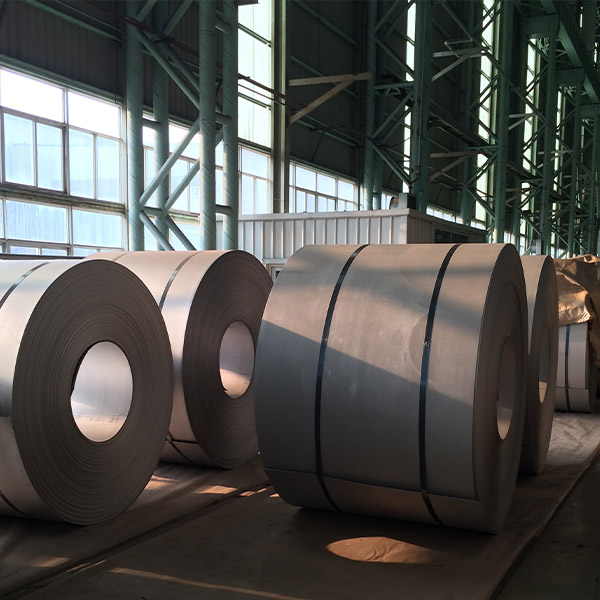
Spirale çeliku e petëzuar në të nxehtë me turshi



Përmasat
Madhësia e pllakës së çelikut duhet të përmbushë kërkesat e tabelës "Dimensionet dhe Specifikimet e Pllakave të Çelikut të Petëzuara në të Nxehtë (Shkëputur nga GB/T709-1988)".
Madhësia e shiritit të çelikut duhet të përmbushë kërkesat e tabelës "Dimensionet dhe Specifikimet e Shiritit të Çelikut të Petëzuar në të Nxehtë (Shkëputur nga GB/T709-1988)".
Gjerësia e pllakës së çelikut mund të jetë gjithashtu çdo madhësi prej 50 mm ose një shumëfish i 10 mm.
Gjatësia e pllakës së çelikut është çdo madhësi prej 100 mm ose një shumëfish i 50 mm, por gjatësia minimale e pllakës së çelikut me një gjerësi më të vogël ose të barabartë me 4 mm nuk duhet të jetë më pak se 1.2 m, dhe gjatësia minimale e një pllake çeliku me një trashësi më të madhe se 4 mm nuk duhet të jetë më pak se 2 m.
Sipas kërkesave, trashësia e pllakës së çelikut është më pak se 30 mm, intervali i trashësisë mund të jetë 0.5 mm.
Sipas nevojave, pas negociatave midis furnizuesit dhe blerësit, mund të furnizohen pllaka çeliku dhe shirita të madhësive të tjera.
Specifikimi
Trashësia e zakonshme:0.8, 1.0, 1.2, 1.5, 1.8, 2.0, 2.35, 2.45, 2.50, 2.70, 2.75, 2.8, 2.9, 2.95, 3.0, 3.25, 3.3, 3.5, 3.75, 3.8, 3.9, 3.95, 4, 4.25, 4.5, 4.7, 4.75, 5, 5.5, 5.75, 6, 6.75, 7, 7.5, 7.75, 8, 8.75, 9, 9.5, 9.75, 10, 10.5, 11, 11.5, 12
Produktet kryesore
Petëzimi i vazhdueshëm me nxehtësi mund të ndahet në çelik strukturor me karbon të zakonshëm, çelik me aliazh të ulët dhe çelik aliazh sipas materialit dhe performancës së tij. Sipas përdorimeve të tyre të ndryshme, ato mund të ndahen në: çelik strukturor të ftohtë, çelik strukturor, çelik strukturor automobilistik, çelik strukturor rezistent ndaj korrozionit, çelik strukturor mekanik, çelik cilindrash gazi dhe enësh nën presion të salduar, çelik tubacioni, etj.
Procesi i Prodhimit
Njësia e pllakës së petëzuar në të nxehtë e galvanizuar me zhytje në të nxehtë përdor një proces të përmirësuar pjekjeje Sendzimir, dhe lënda e parë janë spirale të marinuara të petëzuara në të nxehtë. Procesi i prodhimit është si më poshtë:
Bobinë e marinuar e petëzuar në të nxehtë → shpëlarje → kokë dhe bisht prerës → saldim → lak hyrës → furrë pjekjeje horizontale Sendzimir e modifikuar → galvanizim me zhytje në të nxehtë → ftohje pas veshjes → matës i trashësisë së shtresës së zinkut → lëmim dhe drejtim → trajtim pasivizues → Tavolinë inspektimi → Vajosje elektrostatike → Mbështjellje → Peshimi dhe paketimi → Magazinimi i produktit të përfunduar.
ekspozim produkti

Produkte të ngjashme
-

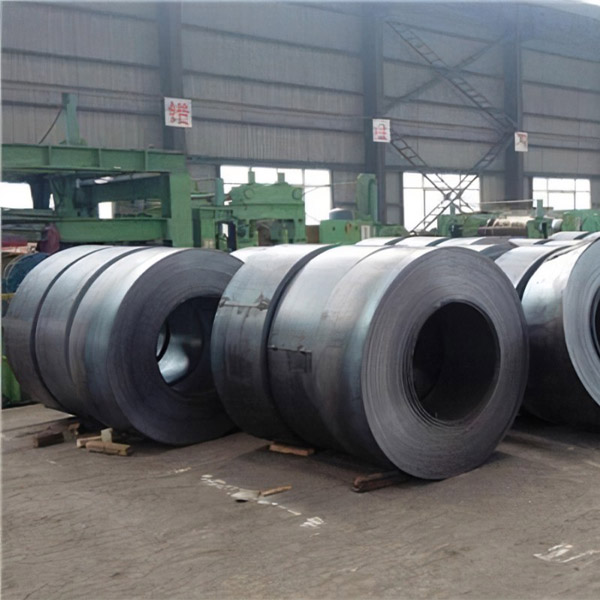
Spirale çeliku e petëzuar në të nxehtë
Koncepti i Produktit I petëzuar në të nxehtë (i petëzuar në të nxehtë), domethënë, spirale e petëzuar në të nxehtë, përdor pllakë (kryesisht shufër metalike me derdhje të vazhdueshme) si lëndë të parë, dhe pas ngrohjes, shndërrohet në shirit çeliku nga mulliri i petëzuar i ashpër dhe mulliri i përfundimit. Shiriti i çelikut të nxehtë nga mulliri i fundit i petëzuar i petëzuar në përfundim ftohet në një temperaturë të caktuar nga rrjedha laminare, dhe më pas mbështillet në një spirale çeliku nga spiralja. Spiralja e çelikut e ftohur i nënshtrohet proceseve të ndryshme...
-

A36 SS400 S235JR Bobinë çeliku e petëzuar në të nxehtë /HRC
Cilësia e Sipërfaqes Ndahet në Dy Nivele Saktësi e zakonshme: sipërfaqja e pllakës së çelikut lejohet të ketë një shtresë të hollë të shkallës së oksidit të hekurit, ndryshk, vrazhdësi sipërfaqësore të shkaktuar nga zhveshja e shkallës së oksidit të hekurit dhe defekte të tjera lokale, lartësia ose thellësia e të cilave tejkalon devijimin e lejuar. Në model lejohen gropëza të padukshme dhe gjurmë individuale, lartësia e të cilave nuk tejkalon lartësinë e modelit. Sipërfaqja maksimale e ...
-

Spirale me model me precizion të lartë
Hyrje në Produkt Specifikimet e pllakave të çelikut me katrorë shprehen në terma të trashësisë bazë (duke mos llogaritur trashësinë e brinjëve), dhe ka 10 specifikime prej 2.5-8 mm. Nr. 1-3 përdoret për pllakën e çelikut me katrorë. Çeliku strukturor i karbonit të zakonshëm të Klasës B është i mbështjellë, dhe përbërja e tij kimike plotëson kërkesat e GB700 "Kushtet Teknike për Çelikun Strukturor të Karbonit të Zakonshëm". Lartësia e t...
-

Spirale e veshur me vaj të turshuar të petëzuar në të nxehtë
Specifikimi Trashësia është 0.2-4 mm, gjerësia është 600-2000 mm dhe gjatësia e pllakës së çelikut është 1200-6000 mm. Procesi i Prodhimit Në procesin e prodhimit, nuk kryhet ngrohje, kështu që nuk ka defekte të tilla si gropëza dhe shkallëzim hekuri që ndodhin shpesh në petëzimin e nxehtë, dhe cilësia e sipërfaqes është e mirë dhe lëmueshmëria është e lartë. Për më tepër, di...